
Nombre Parcourir:0 auteur:Éditeur du site publier Temps: 2026-01-29 origine:Propulsé









L'anodisation de type II fonctionne mieux pour les pièces en aluminium décoratives ou légères, tandis que l'anodisation de type III est idéale pour les environnements robustes et à forte usure. Le tableau ci-dessous met en évidence les principales différences :
Fonctionnalité | Type II | Type III |
|---|---|---|
Durabilité | Modéré | Maximum |
Épaisseur | 5 à 25 μm | 25 à 100 μm |
Apparence | Larges options de couleurs | Choix de couleurs limités |
Coût (par pièce) | 8 $ | 15 $ |
Utilisations typiques | Consommateur, cosmétique | Industriel, résistant à l'usure |
La sélection de l'anodisation appropriée dépend des exigences de l'application, de la durée de vie prévue, du budget et de l'apparence. Welden propose les deux options, vous guidant dans Comment savoir si l'anodisation de type II convient à mes pièces en aluminium ?.
L'anodisation de type II est idéale pour les applications décoratives et légères, offrant une large gamme d'options de couleurs.
L'anodisation de type III offre une durabilité et une résistance à l'usure maximales, ce qui la rend idéale pour les environnements industriels et intensifs.
Tenez compte de l'environnement d'exploitation lors du choix de l'anodisation ; Le type II convient aux conditions douces, tandis que le type III est destiné aux environnements difficiles.
L'anodisation de type II est plus rentable, tandis que le type III a un coût initial plus élevé mais offre une protection plus durable.
Évaluer les besoins esthétiques de votre projet; Le type II permet des couleurs vives, tandis que le type III offre un choix de couleurs limité.
Tenez toujours compte des changements d’épaisseur dus à l’anodisation ; Le type II ajoute 5 à 25 µm, tandis que le type III ajoute 25 à 100 µm.
Consultez des experts comme Welden pour vous assurer que le bon processus d'anodisation est conforme aux exigences et aux normes de votre projet.
Comprendre les besoins spécifiques de votre application vous aidera à sélectionner le type d'anodisation le plus approprié pour des performances optimales.
L'anodisation est un processus électrochimique qui transforme la surface de l'aluminium en une couche d'oxyde durable et résistante à la corrosion. Ce processus se déroule dans un environnement contrôlé, impliquant généralement un bain d'acide sulfurique. Lorsqu'un courant électrique traverse la pièce en aluminium, la surface réagit avec l'oxygène pour former de l'oxyde d'aluminium. Cette couche d’oxyde devient une partie intégrante du métal, et non seulement un revêtement supérieur.
Le processus d'anodisation comporte plusieurs étapes clés :
Nettoyer l'aluminium pour éliminer les contaminants.
Immerger la pièce dans un bain d'électrolyte acide.
Appliquer un courant électrique pour déclencher l’oxydation.
Sceller la surface pour verrouiller les propriétés protectrices.
Les réactions chimiques lors de l’anodisation peuvent être résumées comme suit :
2Al + 3H2O → Al2O3 + 6H+ + 6e−
4Al + 6(H2SO4) → 2Al2O3 + 6(SO−3) + 3(H2)g + 6H+ + 6e−
Ce processus améliore la surface en augmentant la dureté, en améliorant la résistance à la corrosion et en fournissant une isolation électrique.
Les fabricants choisissent l'anodisation des pièces en aluminium pour obtenir une gamme d'avantages fonctionnels et esthétiques. Le processus protège non seulement le métal mais améliore également son apparence et ses performances dans des environnements exigeants.
Avantage | Description |
|---|---|
Résistance à la corrosion | La couche d'oxyde agit comme un bouclier, aidant les pièces à survivre dans des conditions difficiles telles que les environnements offshore, aérospatiaux et industriels. |
Durabilité | La surface est résistante aux rayures et résistante, idéale pour les pièces soumises à une utilisation ou à une manipulation régulière. |
Isolation électrique | La couche anodisée est non conductrice, empêchant les courts-circuits et améliorant la sécurité à proximité du câblage ou de l'électronique. |
Aspect épuré | Les finitions transparentes ou noires offrent une apparence professionnelle et polie, adaptée aux pièces destinées aux clients. |
Faible entretien | Les pièces anodisées sont plus faciles à nettoyer et moins susceptibles de s'user ou de s'écailler avec le temps. |
Forte rétention de colorant | Une fois teinte, la finition résiste mieux à la décoloration que la peinture ou les revêtements en poudre. |
Meilleure adhérence | Les surfaces anodisées améliorent l'adhérence de la peinture ou de la colle, utiles pour l'assemblage en aval. |
Répétabilité | Le processus fournit des résultats cohérents d’un lot à l’autre. |
L'anodisation offre un moyen fiable de prolonger la durée de vie des composants en aluminium tout en conservant une finition cohérente et attrayante.
Welden se distingue comme un fournisseur de confiance de services avancés d'anodisation et de finition. L'entreprise utilise une technologie de pointe et un savoir-faire qualifié pour fournir des résultats de haute qualité à un large éventail d'industries. Les traitements de surface de Welden comprennent l'anodisation, le revêtement, le placage et le polissage. Ces procédés contribuent à protéger les pièces en aluminium de la corrosion et de l’usure, tout en améliorant leur apparence.
L'expertise de Welden couvre chaque étape de la production, de la fabrication initiale à la finition finale. L'équipe s'assure que chaque pièce répond à des normes de qualité strictes et aux exigences des clients. Les services d'anodisation de Welden répondent à la fois aux besoins décoratifs et fonctionnels, ce qui les rend adaptés aux produits de consommation, aux équipements industriels et aux applications spécialisées.
L'engagement de Welden en faveur de l'innovation et du contrôle qualité garantit que chaque pièce en aluminium anodisé fonctionne de manière fiable dans son environnement prévu.
L'anodisation de type II est une méthode largement utilisée pour améliorer les surfaces en aluminium. Le processus commence par un nettoyage approfondi de la pièce en aluminium pour éliminer tout contaminant. La pièce est ensuite immergée dans un bain électrolytique d'acide sulfurique. Un courant électrique traverse le bain, provoquant l’oxydation de la surface de l’aluminium et la formation d’une couche d’oxyde uniforme et contrôlée. Cette couche devient partie intégrante du métal, offrant une finition polyvalente et durable.
Les normes industrielles précisent que l'anodisation de type II produit généralement une épaisseur de revêtement allant de 0,0001' à 0,001'. Cette couche plus fine offre une flexibilité pour une variété d'applications, en particulier lorsque des tolérances strictes sont importantes. Le tableau ci-dessous compare l'épaisseur et la durabilité de l'anodisation de type ii avec celle de type iii :
Type d'anodisation | Épaisseur typique | Durabilité |
|---|---|---|
Type II | 0,0001'–0,001' | Plus fin, polyvalent |
Type III | 0,0005'–0,003' | Plus épais, adapté aux conditions extrêmes |
Les lignes d'anodisation avancées de Welden garantissent un contrôle précis du processus, ce qui se traduit par une qualité constante et une protection fiable contre la corrosion sur les pièces en aluminium.
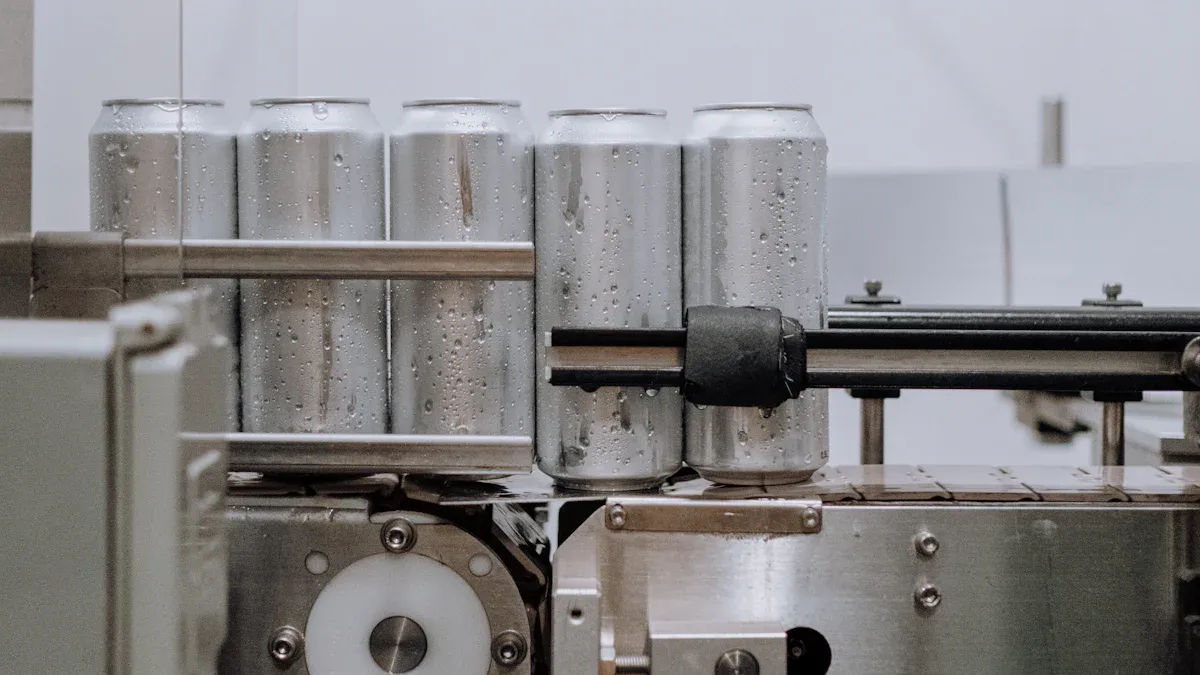
L'anodisation de type II profite à un large éventail d'industries en offrant un équilibre entre performances, apparence et rentabilité. Le procédé offre une résistance modérée à la corrosion, ce qui le rend adapté aux environnements où l'exposition à l'humidité ou aux produits chimiques est préoccupante. La couche d'oxyde améliore également la résistance aux rayures et contribue à maintenir l'aspect de la pièce dans le temps.
L’une des caractéristiques les plus remarquables de l’anodisation de type II est son large choix d’options de couleurs. La nature poreuse de la couche d'oxyde permet une pénétration profonde du colorant, ce qui donne des finitions éclatantes et durables. Le tableau ci-dessous met en évidence les choix de couleurs courants et leur impact sur l'esthétique et les applications :
Couleur | Impact esthétique | Applications |
|---|---|---|
Clair/Argent | Conserve l'apparence naturelle de l'aluminium, améliore la durabilité et la résistance à la corrosion. | Composants architecturaux, électroniques, automobiles |
Noir | Offre un look sophistiqué, une excellente résistance aux UV et une protection contre la corrosion | Éléments architecturaux, électronique grand public |
Bleu | Gamme allant du pastel au design vibrant et polyvalent | Aérospatiale, industrie médicale, électronique grand public |
Red | Audacieux et accrocheur, idéal pour des visuels percutants | Pièces automobiles, dispositifs médicaux, accessoires de mode |
Vert | Naturel et rafraîchissant, évoque la durabilité | Éléments architecturaux, produits écologiques |
Or | Finition luxueuse, appréciée pour les objets de décoration | Bijoux, quincaillerie décorative, produits haut de gamme |
Couleurs personnalisées | Permet des designs uniques et des opportunités de branding | Diverses applications, adaptées aux besoins de l'entreprise |
L'expertise de Welden en anodisation décorative et fonctionnelle garantit que chaque pièce reçoit une finition adaptée à son utilisation prévue, que ce soit pour un attrait visuel ou une durabilité accrue.
L'anodisation de type II est le choix préféré pour de nombreux produits de consommation et commerciaux. Sa polyvalence le rend idéal pour les applications où l'apparence, une protection modérée contre la corrosion et le coût sont des considérations clés. Les utilisations courantes incluent :
Boîtiers et cadres pour appareils électroniques grand public
Garnitures automobiles et composants intérieurs
Quincaillerie et accessoires architecturaux
Boîtiers pour dispositifs médicaux
Articles de sport et équipements de plein air
Les fabricants choisissent l'anodisation de type II lorsqu'ils ont besoin d'une résistance fiable à la corrosion, d'une large gamme d'options de couleurs et d'une solution rentable pour les pièces en aluminium. Les services de finition complets de Welden prennent en charge à la fois la production en grand volume et les projets personnalisés, garantissant que chaque composant répond à des normes strictes de qualité et de performance.
L'anodisation de type iii, également connue sous le nom d'anodisation à couche dure, produit une couche d'oxyde beaucoup plus épaisse et plus dense sur les surfaces en aluminium que l'anodisation standard. Le processus commence par un nettoyage approfondi de la pièce en aluminium. La pièce est ensuite immergée dans un bain d'acide sulfurique réfrigéré. Les opérateurs appliquent un courant plus élevé et maintiennent une température plus basse que dans l'anodisation de type II. Cette combinaison crée une couche dure et résistante à l’usure qui s’intègre au métal de base.
La couche résultante mesure généralement entre 25 et 150 micromètres (µm) d'épaisseur. Cette épaisseur accrue est essentielle pour les applications qui exigent une durabilité maximale. La couche de revêtement dur atteint des valeurs de dureté comprises dans la plage HV 400–500+, ce qui augmente considérablement la capacité de la surface à résister à l'abrasion et aux contraintes mécaniques. La structure dense de la couche offre également une excellente isolation électrique et une excellente résistance à la corrosion.
L'anodisation de type iii profite aux industries qui exigent que les composants fonctionnent de manière fiable dans des conditions extrêmes. Le processus offre une résistance supérieure à l’abrasion, ce qui le rend idéal pour les pièces exposées à des mouvements fréquents ou à un contact avec d’autres surfaces. L'épaisse couche d'oxyde réduit l'usure liée au frottement et prolonge la durée de vie des pièces en aluminium.
Les principaux avantages de l’anodisation de type III comprennent :
Résistance à l'usure exceptionnelle grâce à la dureté élevée de la couche de revêtement dur.
Protection renforcée contre la corrosion, même dans des environnements agressifs.
Stabilité thermique améliorée, permettant aux pièces de fonctionner à des températures élevées.
Performances constantes sur les grandes séries de production.
Les capacités de finition avancées de Welden garantissent que chaque projet d'anodisation de type iii répond à des normes de qualité strictes. L'expertise de l'entreprise en matière d'anodisation à couche dure permet un contrôle précis de l'épaisseur et de l'uniformité de la couche, ce qui donne lieu à des finitions hautes performances pour des applications exigeantes.
L'anodisation de type iii est le choix privilégié pour les pièces en aluminium utilisées dans des environnements difficiles ou à forte usure. Les industries s'appuient sur ce processus pour protéger les composants critiques et maintenir leurs performances dans le temps. Les applications courantes incluent :
Aérospatiale : les trains d'atterrissage et les pièces de moteur d'avion nécessitent la durabilité et la résistance à la corrosion fournies par l'anodisation de type iii.
Marine : le matériel exposé à l’eau salée bénéficie d’une couche protectrice épaisse.
Traitement chimique : les boîtiers et les supports confrontés aux produits chimiques industriels utilisent une anodisation de type iii pour une protection à long terme.
Opérations à haute température : les composants qui fonctionnent au-dessus de 200 °F dépendent de la stabilité thermique de la couche de revêtement dur.
La polyvalence de l’anodisation de type iii s’étend aux secteurs militaire, automobile et des équipements lourds. Welden fournit des finitions hautes performances qui répondent aux besoins de ces industries, garantissant que chaque pièce reçoit l'épaisseur et la dureté de couche optimales pour son utilisation prévue.
Pour les projets qui exigent une durabilité maximale, une résistance supérieure à l’abrasion et une protection durable, l’anodisation de type iii s’impose comme la norme de l’industrie.
La durabilité et la résistance à l'usure sont des facteurs critiques lors du choix d'un processus d'anodisation pour les pièces en aluminium. L'anodisation de type II offre un niveau de protection modéré, ce qui la rend adaptée aux composants soumis à une usure légère à modérée. La couche protectrice formée au cours de ce processus offre une résistance fiable à la corrosion et contribue à maintenir l’apparence des pièces dans le temps. Cependant, dans les environnements où l’abrasion ou les contacts répétés sont fréquents, l’anodisation de type iii se démarque.
L'anodisation de type iii, souvent appelée anodisation dure, crée une couche protectrice beaucoup plus épaisse et plus dense. Il en résulte une résistance à l’usure exceptionnelle, permettant aux pièces de résister à des contraintes mécaniques sévères et à une utilisation fréquente. La couche dure résiste non seulement aux rayures, mais prolonge également la durée de vie des composants en aluminium dans les applications exigeantes.
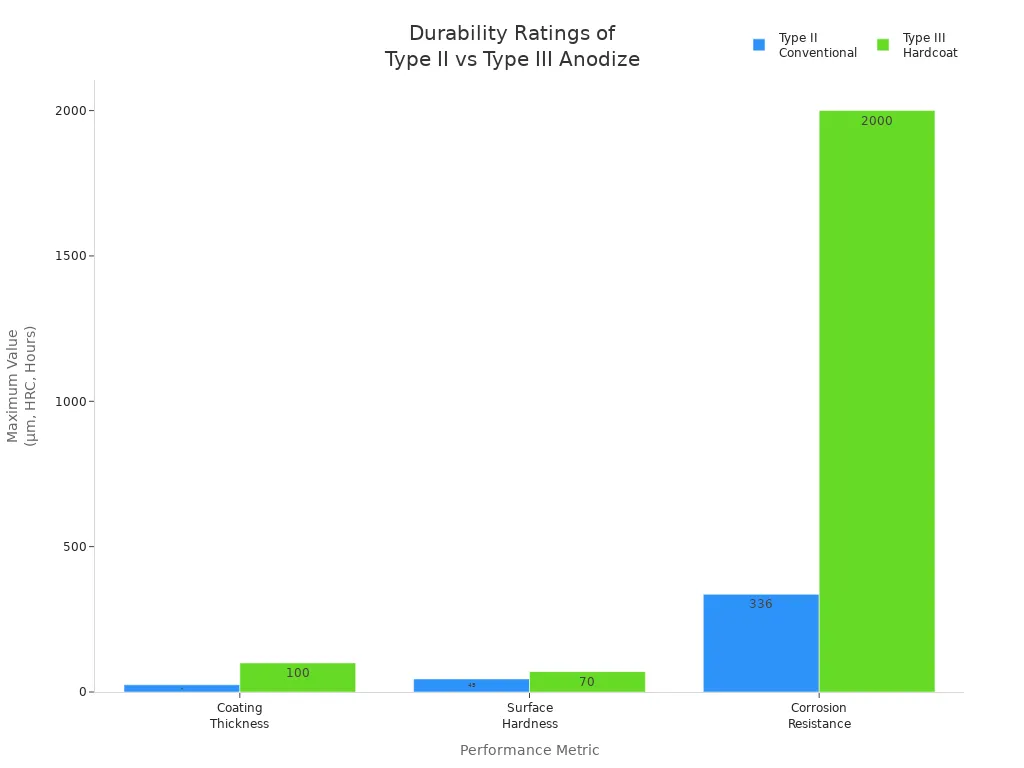
Le tableau suivant résume les cotes de durabilité selon les normes ASTM :
Mesure de performances | Type II (anodisation conventionnelle) | Type III (anodisation dure) |
|---|---|---|
Épaisseur du revêtement | 0,0002″ – 0,001″ (5 – 25 µm) | 0,001″ – 0,004″ (25 – 100 µm) |
Dureté superficielle | 30 – 45 HRC (200 – 400 HT) | 60 – 70 HRC (600 – 700 HT) |
Résistance à l'abrasion | Modéré | Excellent |
Résistance à la corrosion | 336+ heures | 1 000 à 2 000+ heures |
L'anodisation de type iii est le choix privilégié pour les pièces exposées à des environnements à forte usure, telles que les machines industrielles, les composants aérospatiaux et la quincaillerie marine. L'anodisation de type ii reste une solution économique pour les pièces décoratives ou peu utilisées.
La durée de vie moyenne de ces revêtements reflète également leur durabilité :
Type de revêtement | Durée de vie moyenne | Remarques |
|---|---|---|
Type II anodisé | 10-15 ans | Durée de vie plus courte, en particulier dans les environnements à forte usure |
Type III anodisé | 15-20+ ans | Durée de vie plus longue, plus durable dans des conditions difficiles |
L'anodisation de type II dure généralement 10 à 15 ans dans des environnements extérieurs.
L'anodisation de type iii peut durer 15 à 20 ans ou plus, selon l'entretien et l'exposition.
L'épaisseur et la dureté de la couche anodisée jouent un rôle direct dans les performances des pièces en aluminium. L'anodisation de type II produit une couche protectrice plus fine, généralement comprise entre 5 et 25 micromètres. Cela est suffisant pour de nombreux produits de consommation et applications où des tolérances strictes sont importantes. La dureté de surface obtenue avec l'anodisation de type ii varie de 200 à 400 HV (Vickers), ce qui est nettement supérieur à celui de l'aluminium non traité.
L'anodisation de type iii, en revanche, forme une couche beaucoup plus épaisse, généralement de 25 à 100 micromètres. Ce processus de revêtement dur donne des valeurs de dureté de surface comprises entre 600 et 700 HV, rivalisant ou dépassant la dureté de l'acier inoxydable. L'épaisseur et la dureté accrues offrent une résistance supérieure à l'usure et une protection contre les dommages mécaniques.
Le tableau suivant compare visuellement l'épaisseur du revêtement, la dureté de la surface et la résistance à la corrosion pour les deux types d'anodisation :
Une comparaison des valeurs de dureté pour les matériaux courants :
Matériel | Dureté (Vickers) |
|---|---|
Alliage d'aluminium non traité 6082 | HT 100 – 120 |
Alliage anodisé dur | HT 400 – 460 |
Acier inoxydable | HT 300 – 350 |
Acier doux | HT 200 – 220 |
La couche dure issue de l'anodisation de type iii offre un niveau de résistance à l'usure et de protection de surface inégalé par les processus d'anodisation standard.
L’apparence et la flexibilité des couleurs sont des considérations importantes pour de nombreuses industries. L'anodisation de type II offre une large gamme d'options de couleurs, notamment des nuances transparentes, noires, bleues, rouges, vertes, dorées et personnalisées. La nature poreuse de la couche protectrice permet aux colorants de pénétrer en profondeur, ce qui donne des finis éclatants et durables. Cela rend l'anodisation de type II idéale pour les produits de consommation, l'électronique et les éléments architecturaux où l'esthétique compte.
L'anodisation de type iii, bien que supérieure en termes de résistance à l'usure, offre un choix de couleurs plus limité. La couche protectrice dense et épaisse limite l'absorption du colorant, de sorte que la plupart des pièces finies avec une anodisation de type iii apparaissent dans des tons de gris, de bronze foncé ou de noir. Ces finitions sont hautement fonctionnelles et offrent une excellente résistance à la corrosion, mais elles n'offrent pas le même niveau de personnalisation visuelle que l'anodisation de type ii.
L'anodisation de type II est idéale pour les projets qui nécessitent à la fois un attrait décoratif et une protection modérée.
L'anodisation de type iii est choisie lorsque la durabilité et la résistance à l'usure maximales sont les principales priorités, même si les options de couleurs sont limitées.
L'expertise de Welden garantit que chaque processus d'anodisation offre le bon équilibre entre apparence, performances et protection pour votre application.
Le coût joue un rôle important dans la sélection du bon processus d'anodisation pour les pièces en aluminium. L'anodisation de type II est généralement plus abordable que le type III. Le processus du type II nécessite moins d’énergie, fonctionne à des températures plus élevées et utilise des densités de courant plus faibles. Ces facteurs réduisent les coûts opérationnels et font du Type II un choix rentable pour de nombreuses applications.
L'anodisation de type III, également connue sous le nom d'anodisation dure, implique un processus plus intensif. Cela nécessite des températures de bain plus basses et des densités de courant plus élevées. Ces conditions augmentent la consommation d’énergie et prolongent les temps de traitement. La couche d'oxyde plus épaisse et plus dense produite par le type III nécessite également un contrôle plus précis et un équipement spécialisé. En conséquence, le coût par pièce est plus élevé.
Le tableau suivant résume les différences de coûts typiques :
Type d'anodisation | Coût moyen par pièce | Principaux facteurs de coûts |
|---|---|---|
Type II | 8 $ | Moins d'énergie, traitement plus rapide |
Type III | 15 $ | Énergie plus élevée, traitement plus long |
Conseil : lors de la budgétisation d'un projet, tenez compte non seulement du coût initial, mais également des économies potentielles résultant d'une maintenance réduite et d'une durée de vie plus longue des pièces, en particulier dans les environnements à risque élevé de corrosion.
Pour les productions en grand volume où l’apparence et une protection modérée sont des priorités, l’anodisation de type II offre un excellent rapport qualité-prix. Pour les composants critiques exposés à une usure sévère ou à des environnements agressifs, le coût initial plus élevé du type III peut être justifié par sa durabilité et sa résistance à la corrosion supérieures.
Le choix entre l'anodisation de type II et de type III dépend des exigences spécifiques de votre application. Chaque processus offre des avantages uniques qui correspondent à différents besoins de performances.
L'anodisation de type II est la mieux adaptée pour :
Produits de consommation où l’apparence et la variété des couleurs sont importantes.
Pièces nécessitant une protection modérée contre la corrosion dans des environnements intérieurs ou extérieurs doux.
Composants avec des tolérances dimensionnelles serrées.
Applications où le contrôle des coûts est une préoccupation majeure.
L'anodisation de type III est idéale pour :
Machines et équipements industriels exposés à une forte usure.
Composants aérospatiaux et marins confrontés à des environnements difficiles et nécessitant une résistance maximale à la corrosion.
Pièces qui doivent résister à des nettoyages fréquents, à l’abrasion ou à une exposition chimique.
Applications où une durée de vie prolongée et une maintenance minimale sont essentielles.
La liste de contrôle suivante peut vous aider à orienter votre décision :
Évaluez l'environnement d'exploitation : la pièce sera-t-elle confrontée à une usure élevée, à l'abrasion ou à des produits chimiques agressifs ?
Déterminer l’importance de l’apparence : Faut-il une large gamme de couleurs ou une finition décorative ?
Évaluez les contraintes budgétaires : le coût initial ou la durabilité à long terme sont-ils plus importants ?
Tenez compte des exigences dimensionnelles : la pièce doit-elle maintenir des tolérances strictes après l'anodisation ?
Remarque : L'équipe de Welden peut vous fournir des conseils d'experts pour adapter le processus d'anodisation adapté aux besoins de votre projet, garantissant ainsi des performances optimales et une protection contre la corrosion.
En évaluant soigneusement ces facteurs, les ingénieurs et les acheteurs peuvent sélectionner le type d'anodisation le plus approprié pour leurs pièces en aluminium, en équilibrant le coût, les performances et la longévité.
La sélection du bon traitement de surface pour vos composants en aluminium est une étape cruciale pour garantir des performances et une longévité optimales. La question de savoir si l’anodisation de type ii convient à mes pièces en aluminium ? nécessite une évaluation minutieuse de plusieurs facteurs. Cette section vous aidera à naviguer dans le processus de prise de décision en examinant les principales considérations, en comparant les scénarios dans lesquels le type ii est préférable au type iii et en décrivant les principales limites de l'anodisation de type ii.
Pour déterminer comment savoir si l'anodisation de type ii convient à mes pièces en aluminium ?, il est important d'évaluer l'environnement spécifique, l'usure attendue, l'esthétique souhaitée et les contraintes budgétaires. Chacun de ces facteurs joue un rôle important dans la décision finale.
Environnement d'exploitation : L'anodisation de type ii fonctionne bien dans des environnements intérieurs ou extérieurs doux. Il offre une protection modérée contre la corrosion, ce qui le rend adapté aux pièces qui ne sont pas exposées à des produits chimiques agressifs ou à une abrasion constante.
Usure et utilisation : Si vos pièces sont soumises à des manipulations légères à modérées, l'anodisation de type ii offre une durabilité suffisante. Il n’est pas destiné aux applications à forte usure ou à usage intensif.
Exigences esthétiques : L'anodisation de type ii prend en charge une large gamme de couleurs et de finitions vibrantes. Cela le rend idéal pour les produits de consommation, l'électronique et les éléments architecturaux où l'apparence est une priorité.
Considérations financières : les projets ayant des exigences budgétaires strictes bénéficient souvent de la rentabilité de l'anodisation de type ii. Le processus est moins gourmand en énergie et plus rapide que les options à revêtement dur.
La responsabilité environnementale est un autre aspect important. Le tableau ci-dessous résume les principaux facteurs environnementaux à prendre en compte lors de l'évaluation de la manière de savoir si l'anodisation de type ii convient à mes pièces en aluminium ? :
Facteur environnemental | Description |
|---|---|
Gestion des produits chimiques dangereux | Une bonne gestion des produits chimiques comme l’acide sulfurique et chromique est cruciale pour prévenir les déchets dangereux. |
Consommation d'énergie | L'anodisation nécessite une quantité importante d'électricité ; l’utilisation d’énergies renouvelables peut réduire l’empreinte carbone. |
Durabilité du processus d'anodisation | La couche anodisée est non toxique et améliore la durabilité, contribuant ainsi à réduire les déchets de matériaux. |
L'équipe de Welden propose des conseils d'experts pour vous aider à évaluer ces facteurs et à sélectionner la solution d'anodisation la plus appropriée pour votre application.
Comprendre comment savoir si l'anodisation de type ii convient à mes pièces en aluminium ? consiste à comparer les avantages du type ii avec ceux du type iii. Le type ii est le choix préféré dans les scénarios suivants :
Flexibilité esthétique : Lorsque vos pièces nécessitent une couleur ou une finition décorative spécifique, l'anodisation de type ii offre des résultats supérieurs. Le processus permet une pénétration profonde des colorants et une large palette de couleurs.
Tolérances serrées : Pour les composants qui doivent conserver des dimensions précises, la couche d'oxyde plus fine de type ii minimise les changements dimensionnels.
Conditions de service modérées : Si vos pièces ne seront pas exposées à une abrasion extrême, à de fortes contraintes mécaniques ou à des produits chimiques agressifs, le type ii offre une protection adéquate.
Rentabilité : les projets avec de gros volumes de production ou des budgets limités bénéficient des coûts de traitement inférieurs de l'anodisation de type ii.
Lorsque vous évaluez comment savoir si l'anodisation de type ii convient à mes pièces en aluminium ?, tenez compte de la liste de contrôle suivante :
La pièce sera utilisée dans un environnement contrôlé ou intérieur.
L'apparence et la personnalisation des couleurs sont importantes.
L'application n'implique pas d'usure élevée ou d'exposition agressive.
Les contraintes budgétaires favorisent un processus plus économique.
Les spécialistes de Welden peuvent vous guider dans ces considérations, garantissant que vos pièces reçoivent la finition optimale pour leur utilisation prévue.
Bien que l'anodisation de type ii offre de nombreux avantages, il est essentiel de reconnaître ses limites pour décider comment savoir si l'anodisation de type ii convient à mes pièces en aluminium ?. Le procédé peut ne pas convenir à toutes les applications, en particulier lorsqu'une durabilité maximale est requise.
L'anodisation de type II ne convient pas aux applications à forte usure.
MIL-PRF-8625F ne spécifie pas d'exigences en matière d'indice d'usure pour le type ii, ce qui indique un manque de résistance à l'usure mesurable.
La nature poreuse du revêtement de type II le rend sensible aux dommages dus à l’abrasion et à la dégradation environnementale.
Le type ii offre une durabilité adéquate pour les applications intérieures, mais ses performances sont inférieures à celles du type iii et du revêtement en poudre en termes de résistance à l'usure.
Le type ii n’est peut-être pas idéal pour les applications nécessitant une résistance élevée à la corrosion ou à l’abrasion en raison de sa nature poreuse.
Pour les pièces qui doivent résister à une abrasion fréquente, à des produits chimiques agressifs ou à une exposition extérieure, l'anodisation de type iii ou des revêtements alternatifs peuvent offrir une meilleure protection à long terme.
Les services de consultation de Welden peuvent vous aider à surmonter ces limitations et à sélectionner le meilleur processus d'anodisation pour votre projet. Leur expertise garantit que chaque pièce bénéficie du juste équilibre entre protection, apparence et rentabilité.
La sélection du optimal processus d'anodisation pour vos pièces en aluminium nécessite une compréhension claire de l'environnement d'application et des exigences mécaniques imposées à chaque composant. Le bon choix garantit des performances à long terme, une rentabilité et une conformité aux normes de l’industrie.
L'environnement d'exploitation et les exigences mécaniques jouent un rôle décisif dans le processus de sélection. Tenez compte des facteurs suivants :
L'anodisation de type II fonctionne bien pour les projets qui privilégient la variété des couleurs et l'attrait visuel. Il convient aux pièces exposées à une usure modérée et à des environnements non agressifs.
L'anodisation de type III, également connue sous le nom d'anodisation dure, crée une couche d'oxyde plus épaisse et plus robuste. Cela le rend idéal pour les applications exigeant une protection solide, en particulier dans les environnements difficiles tels que l'aérospatiale, l'armée et les machines lourdes.
Les applications industrielles et militaires nécessitent souvent la durabilité accrue offerte par l'anodisation de type III, car ces pièces doivent résister à une abrasion et à des contraintes mécaniques fréquentes.
Astuce : évaluez toujours l'exposition prévue aux produits chimiques, aux températures extrêmes et aux charges mécaniques avant de finaliser votre processus d'anodisation.
Les contraintes budgétaires et l’esthétique souhaitée peuvent influencer considérablement le choix entre l’anodisation de type II et de type III. Les principales considérations comprennent :
L'anodisation de type II est généralement plus abordable, ce qui en fait une option privilégiée pour les grandes séries de production ou lorsque le contrôle des coûts est essentiel.
Les couleurs personnalisées peuvent augmenter les coûts, en particulier pour les petits lots. Les couleurs standards offrent une solution plus économique.
La quantité commandée a un impact sur les prix. Des volumes plus importants réduisent généralement le coût par pièce, ce qui rend les projets à volume élevé plus rentables.
Lorsque l’apparence et l’image de marque sont importantes, l’anodisation de type II offre une palette plus large d’options de couleurs. Pour les projets où la durabilité l’emporte sur l’esthétique, le type III reste le meilleur choix.
Il est essentiel de respecter les normes de l’industrie, en particulier pour des secteurs tels que l’aérospatiale et les dispositifs médicaux. Le tableau suivant présente les principales exigences :
Modèle standard | Description |
|---|---|
Anodisation de type II | Augmente la résistance à la corrosion et aux rayures, permet la teinture |
Anodisation de type III | Fournit un revêtement dense et durable pour une résistance maximale aux rayures et à l'usure |
Résistance à la stérilisation | Doit résister à 50 à 100 cycles de stérilisation sans perte d'intégrité |
Une résistance améliorée à la corrosion et une résistance accrue sont essentielles à la conformité.
Une stérilisation efficace est requise pour les applications médicales et alimentaires.
Pour les projets complexes ou exigeants, consulter les experts de Welden garantit que votre processus d'anodisation répond à toutes les exigences techniques et réglementaires. L'équipe de Welden peut vous aider à trouver l'équilibre entre performances, coûts et conformité, en vous proposant des solutions adaptées à votre secteur.

L'anodisation de type II est largement utilisée dans les produits de consommation où l'apparence et la durabilité modérée sont importantes. Les fabricants choisissent souvent ce processus pour les articles qui nécessitent une finition propre et attrayante et une gamme d'options de couleurs. De nombreux appareils électroniques, tels que les étuis pour smartphones, les boîtiers d'ordinateurs portables et les équipements audio, présentent des surfaces anodisées de type II. Cette finition améliore non seulement l'attrait visuel, mais offre également une couche de protection contre les rayures et les empreintes digitales.
Les articles ménagers, notamment les ustensiles de cuisine, les ustensiles de cuisine et les luminaires, bénéficient de l'anodisation de type II. Le processus permet d'obtenir des couleurs vives et une surface lisse, ce qui rend ces pièces plus attrayantes pour les consommateurs. Les articles de sport, tels que les composants de vélos et les clubs de golf, utilisent également cette méthode pour atteindre un équilibre entre esthétique et résistance à l'usure quotidienne. Les entreprises apprécient la répétabilité et la rentabilité de l’anodisation de type II pour la production en grand volume de pièces usinées en aluminium.
L'anodisation de type III, également connue sous le nom d'anodisation dure, est destinée aux industries qui exigent une durabilité et une protection maximales. Ce processus crée une couche d’oxyde épaisse et dense qui résiste aux environnements difficiles et à une utilisation intensive. De nombreux secteurs s'appuient sur l'anodisation de type III pour les composants critiques.
Aérospatiale : les trains d’atterrissage et les systèmes hydrauliques des avions nécessitent une durabilité et une résistance à la corrosion améliorées.
Automobile : les pièces de moteur et les systèmes de transmission bénéficient de performances et d’une longévité améliorées.
Militaire : les armes, les munitions et l’équipement tactique doivent résister à des conditions extrêmes et à des manipulations fréquentes.
Marine : Les pièces et équipements des bateaux doivent être protégés contre la corrosion par l’eau salée.
Industriel : Les machines et outils lourds fonctionnent dans des environnements rigoureux et dépendent de finitions robustes.
Ces applications démontrent l'importance de sélectionner le bon processus d'anodisation pour les pièces confrontées à des conditions opérationnelles exigeantes.
Welden possède une vaste expérience dans la fourniture de solutions anodisées pour une variété d'industries. L'entreprise s'est récemment associée à un fabricant de dispositifs médicaux de précision. Le client avait besoin de pièces en aluminium usinées avec une surface durable et facile à nettoyer, capable de résister à des cycles de stérilisation répétés. Welden anodisation de type III recommandée pour ces composants. Le résultat était une finition répondant à des normes d’hygiène strictes et offrant une résistance à long terme à l’usure et à la corrosion.
Dans un autre projet, Welden a fourni des boîtiers anodisés pour l'électronique grand public. Le client a donné la priorité à l'apparence et à l'image de marque, c'est pourquoi Welden a utilisé l'anodisation de type II pour obtenir une couleur vibrante et uniforme sur toutes les pièces. Le processus garantissait une qualité constante et un aspect haut de gamme, aidant ainsi le client à se démarquer sur un marché concurrentiel.
La capacité de Welden à adapter les solutions d'anodisation à des exigences spécifiques garantit que chaque pièce fonctionne de manière fiable, que ce soit dans un hôpital, une usine ou au domicile d'un consommateur.
La sélection du bon processus d'anodisation pour les pièces en aluminium nécessite une planification minutieuse et une attention aux détails. De nombreuses organisations rencontrent des revers dus à des erreurs courantes lors de la spécification, de la conception ou de la production. Comprendre ces pièges peut aider à garantir des performances et une rentabilité optimales.
1. Surplomber les exigences de candidature
De nombreux ingénieurs sélectionnent un type d’anodisation en fonction uniquement du coût ou de l’apparence. Cette approche peut entraîner une usure prématurée ou une corrosion. Adaptez toujours le type d'anodisation à l'environnement d'exploitation de la pièce et aux exigences mécaniques. Par exemple, l'utilisation de l'anodisation de type II pour des pièces exposées à une forte abrasion ou à des produits chimiques entraîne souvent une dégradation rapide de la surface.
2. Ignorer les changements de tolérance
L'anodisation ajoute de l'épaisseur aux surfaces en aluminium. Ne pas tenir compte de ce changement dimensionnel peut entraîner des problèmes d’assemblage ou le rejet de pièces. Spécifiez les tolérances critiques en tenant compte de la couche anodisée. Consultez votre fournisseur d'anodisation dès le début de la phase de conception pour éviter des retouches coûteuses.
3. Préparation de surface inadéquate
Les contaminants de surface tels que les résidus d’huile, de graisse ou d’oxyde peuvent compromettre la qualité de la finition anodisée. Une mauvaise préparation entraîne des revêtements inégaux, une résistance réduite à la corrosion et une couleur incohérente. Assurez-vous que toutes les pièces sont soigneusement nettoyées et inspectées avant l'anodisation.
4. Malentendu sur les limites des couleurs
L'anodisation de type III offre des options de couleurs limitées en raison de sa couche d'oxyde dense. Tenter d'obtenir des couleurs vives ou personnalisées avec le Type III entraîne souvent des finitions atténuées ou incohérentes. Pour les projets où la couleur est essentielle, choisissez l’anodisation de type II et communiquez clairement les exigences de couleur.
5. Négliger le scellement post-anodisation
Les couches anodisées non scellées restent poreuses et vulnérables aux taches ou aux attaques chimiques. Spécifiez toujours l'étanchéité pour l'anodisation de type II et de type III, sauf si l'application nécessite une surface non scellée pour la liaison ou la conductivité.
Astuce : Une collaboration précoce avec votre partenaire d'anodisation peut éviter la plupart des erreurs de spécifications. L'équipe de Welden fournit des conseils sur la sélection des processus, les tolérances et les options de finition pour garantir que vos pièces répondent à toutes les exigences fonctionnelles et esthétiques.
Tableau récapitulatif : principales erreurs et solutions
Erreur | Impact | Solution |
|---|---|---|
Mauvais type d'anodisation | Échec prématuré | Faire correspondre le processus à la candidature |
Ignorer l'épaisseur/tolérance | Problèmes d'assemblage | Spécifier les tolérances après anodisation |
Mauvaise préparation de la surface | Finition défectueuse | Assurer un nettoyage minutieux |
Attentes de couleurs irréalistes | Apparence peu satisfaisante | Choisissez le bon type d'anodisation |
Sauter le scellement | Durabilité réduite | Précisez toujours l’étanchéité |
Éviter ces erreurs vous aidera à obtenir des pièces anodisées fiables et de haute qualité. L'expertise de Welden garantit que chaque projet bénéficie des meilleures pratiques et d'un support de pointe.
Choisir le bon processus d'anodisation pour votre projet peut sembler complexe, mais une approche structurée simplifie la décision. Utilisez la liste de contrôle suivante pour évaluer vos besoins et les adapter au processus le plus approprié pour vos pièces en aluminium.
Point de décision | Ce qu'il faut considérer |
|---|---|
Mode de défaillance principal | Le principal risque est-il la corrosion, l’abrasion, la fatigue ou l’exposition à des produits chimiques ? |
Environnement de service | La pièce fonctionnera-t-elle à l’intérieur, à l’extérieur ou dans un environnement stérile ? |
Tolérance dimensionnelle | Votre conception nécessite-t-elle des tolérances strictes ? Le type III ajoute plus d’épaisseur et peut nécessiter des ajustements. |
Conductivité électrique | L'application nécessite-t-elle une mise à la terre ou un contact électrique ? Un traitement spécial peut être nécessaire. |
Identifiez la principale menace pour les performances de votre pièce. La corrosion et l’abrasion nécessitent différents niveaux de protection.
Évaluez l’environnement. Les environnements extérieurs ou difficiles nécessitent souvent la durabilité améliorée du type III.
Passez en revue vos besoins dimensionnels. Le type II convient mieux aux tolérances serrées, tandis que le type III peut nécessiter des modifications de conception.
Tenez compte des exigences électriques. Certaines applications nécessitent des surfaces conductrices, ce qui peut affecter le choix de l'anodisation.
Conseil : Une compréhension claire de ces facteurs conduit à un résultat plus fiable et plus rentable.
Certains projets exigent plus qu'une liste de contrôle. Faire appel à un spécialiste de l'anodisation garantit que vos pièces en aluminium reçoivent la finition optimale pour l'usage auquel elles sont destinées. L'équipe de Welden fournit des conseils à chaque étape, de la conception à l'inspection finale.
Facteur | Pourquoi c'est important |
|---|---|
Propriétés souhaitées | Besoin d'une résistance maximale à la corrosion, d'une dureté accrue ou d'autres attributs spécifiques. |
Utilisation prévue et normes industrielles | Applications soumises à des exigences réglementaires ou industrielles strictes, telles que l'aérospatiale ou le médical. |
Conception et géométrie | Les formes complexes ou les grandes pièces peuvent nécessiter un traitement sur mesure pour des revêtements uniformes. |
Préoccupations environnementales et réglementaires | Les objectifs de durabilité ou les restrictions sur certains produits chimiques peuvent influencer le choix du processus. |
Budget | Les revêtements hautes performances peuvent augmenter les coûts ; les conseils d’experts aident à équilibrer les performances et le prix. |
Contactez un expert si votre projet implique des environnements uniques, des géométries complexes ou des besoins de conformité stricts.
Une consultation précoce permet d'éviter des erreurs coûteuses et garantit que vos pièces répondent à toutes les normes techniques et réglementaires.
Les spécialistes de Welden sont prêts à vous aider à naviguer dans le processus d'anodisation. Leur expertise vous aide à atteindre le bon équilibre entre durabilité, apparence et coût pour votre application.
En suivant ce guide et en sollicitant l'avis d'experts si nécessaire, vous pouvez sélectionner en toute confiance la meilleure solution d'anodisation pour vos pièces en aluminium.
Le choix entre l'anodisation de type II et de type III dépend de plusieurs facteurs critiques. Le tableau ci-dessous met en évidence les principales considérations :
Facteur | Anodisation de type II | Anodisation de type III |
|---|---|---|
Application | Paramètres légers et moins sévères | Conditions extrêmes, usure élevée |
Esthétique | Couleurs vives, décoratives | Couleurs limitées, finition naturelle |
Budget | Rentable | Coût plus élevé, protection robuste |
Chronologie de production | Traitement plus rapide | Traitement plus long |
La sélection du bon processus d'anodisation garantit que vos pièces répondent aux objectifs de performances et d'apparence. Pour les projets complexes, consultez un spécialiste comme Welden et utilisez la liste de contrôle fournie pour guider votre décision.
L'anodisation de type II crée une couche d'oxyde décorative plus fine. Le type III, également appelé anodisation dure, produit une surface beaucoup plus épaisse et plus dure. Le type III offre une résistance supérieure à l’usure et à la corrosion, ce qui le rend adapté aux applications industrielles exigeantes.
Oui, les pièces anodisées de type II peuvent être utilisées à l'extérieur. Cependant, ils fonctionnent mieux dans des environnements doux. Pour les conditions difficiles ou très corrosives, l’anodisation de type III offre une meilleure protection à long terme.
L'anodisation de type II prend en charge une large gamme de couleurs vives grâce à sa couche d'oxyde poreuse. L'anodisation de type III offre un choix de couleurs limité, généralement gris, noir ou bronze foncé, car la couche dense absorbe moins de colorant.
L'anodisation ajoute de l'épaisseur à la surface de l'aluminium. Le type II augmente l'épaisseur de 5 à 25 µm, tandis que le type III ajoute 25 à 100 µm. Tenez toujours compte de ce changement pendant la phase de conception afin de maintenir les tolérances appropriées.
L'anodisation est considérée comme respectueuse de l'environnement. Le processus produit une finition non toxique et durable et génère un minimum de déchets. Welden suit des contrôles environnementaux stricts pour garantir une gestion responsable des produits chimiques et une utilisation de l'énergie.
Oui, Welden fournit des services d'anodisation personnalisés. L'équipe adapte l'épaisseur, la couleur et la finition pour répondre aux exigences spécifiques du projet. Welden propose également des conseils d'experts pour vous aider à sélectionner le meilleur processus pour votre candidature.
Utilisez ce guide rapide :
Exigence | Type recommandé |
|---|---|
Finition décorative | Type II |
Haute résistance à l'usure | Type III |
Tolérances serrées | Type II |
Environnements difficiles | Type III |
Consultez Welden pour les projets complexes ou exigeants.

